

The plastic extrusion process is broadly classified into seven different types depending upon the specific applications.
(a) Sheet/Film Extrusion
In this extrusion process, the molten plastic material is extruded through a flat die. The cooling rolls are used to determine the thickness of sheet/film and its surface texture. The thickness of sheet can be obtained in the range of 0.2 to 15 mm. The thin flat sheet or film of plastic material can be made. Generally, polystyrene plastic is used as a raw material in the sheet extrusion process.
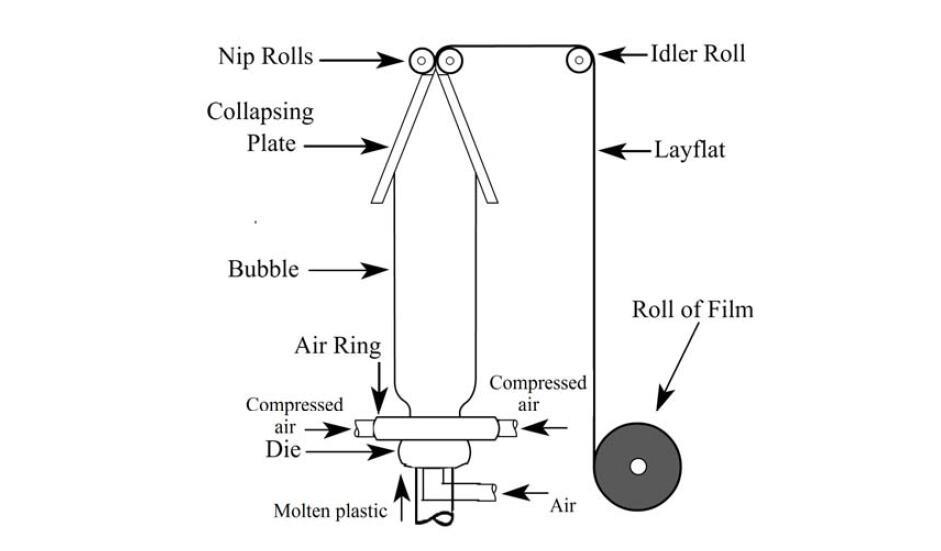
(b) Blown Film Extrusion
In the blown film process, the die is like a vertical cylinder with a circular profile. The molten plastic is pulled upwards from the die by a pair of nip rollers. The compressed air is used to inflating the tube. Around the die, an air-ring is fitted. The purpose of an air-ring is to cool the film as it travel upwards. In the center of the die, there is an air inlet from which compressed air can be forced into the centre of the circular profile, and creating a bubble. The extruded circular cross section may be increased 2-3 times of the die diameter. The bubbles are collapsed with the help of collapsing plate. The nip rolls flatten the bubble into double layer of film which is called layflat. The wall thickness of the film can be controlled by changing the speed of the nip rollers. The layflat can be spooled in the form of roll or cut into desired shapes. Bottom side of the layflat is sealed with the application of heat, and cut across further up to form opening; hence it can be used to make a plastic bag. The die diameter may vary from 1 to 300 centimeters. Generally, polyurethane plastic is used in this process.
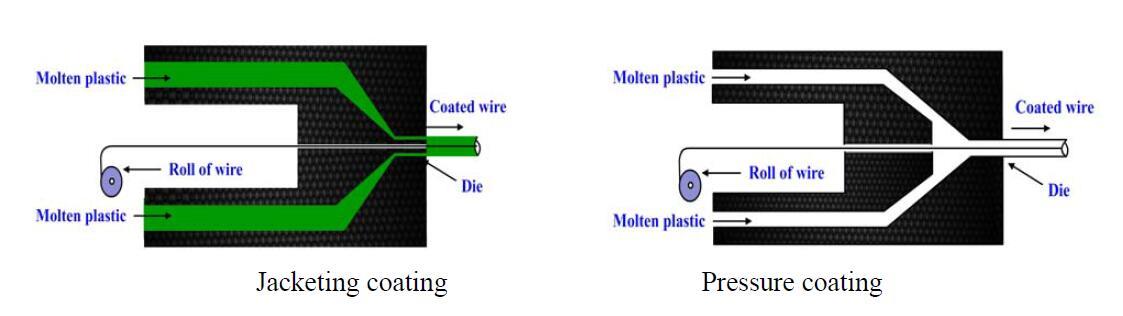
(c) Over Jacketing Extrusion
This is also called wire coating process. In this process, a bare wire is pulled through the center of a die. There are two different types of extrusion tooling used for coating over a wire i.e. pressure or jacketing tooling. If intimate contact or adhesion is required between the wire and coating, pressure tooling is used. If adhesion is not desired, jacketing tooling is used. For pressure tooling, the wire is retracted inside the die, where it comes in contact with the molten plastic at a much higher pressure. For jacketing tooling, the wire will extend and molten plastic will make a cover on the wire after die. The bare wire is fed through the die and it does not come in direct contact with the molten plastic until it leaves the die. The main difference between the jacketing and pressure tooling is the position of the wire with respect to the die.
(d) Tubing Extrusion
In this process, the molten plastic is extruded through a die and hollow cross sections are formed by placing a mandrel inside the die. Tube with multiple holes can also be made for specific applications, by placing a number of mandrels in the center of the die.
(e) Coextrusion
Coextrusion is the extrusion process of making multiple layers of material simultaneously. It is used to apply one or more layers on top of base material to obtain specific properties such as ultraviolet absorption, grip, matte surface, and energy reflection, while base material is more suitable for other applications, e.g. impact resistance and structural performance. It may be used on any of the processes such as blown film, over jacketing, tubing, sheet/film extrusion. In this process, two or more extruders are used to deliver materials which are combined into a single die that extrudes the materials in the desired shape. The layer thickness is controlled by the speed and size of the individual extruders delivering the materials.
(f) Extrusion Coating
Extrusion coating is used to make an additional layer onto an existing rollstock of paper, foil or film. For example, to improve the water resistant of paper polyethylene coating is used. The applications of extrusion coating are liquid packaging, photographic paper, envelopes, sacks lining for fertilizers packaging and medical packaging. Generally, polyethylene and polypropylene are used.
Post time: Jun-14-2017